Технология производства стальных мачт наружного освещения
Мачта для систем наружного освещения, сделанная из листовой стали, позволяет устанавливать прожекторы высоко над уровнем земли и обслуживать их без использования подъемной техники. Конструкция имеет достаточно большой вес и может представлять опасность, если сделана с нарушением технологии производства и из некачественных материалов.
Заказывать осветительные мачты необходимо только на специализированных производственных предприятиях. Каждое изделие проектируется индивидуально вместе с анкерными закладными деталями и фундаментом. При необходимости в типовую документацию вносятся изменения, адаптирующие конструкцию для эксплуатации в сложных климатических условиях.

Как делается мачта?
Если планируется устанавливать мачту в районах со сложными условиями, применяются особые виды стали
Для производства корпуса используется листовой прокат. Он поступает в цех в виде рулонов, что дает возможность сделать сегмент ствола длиной до 12 метров без поперечных швов. Толщина и марка стали указывается в технической документации. Если планируется устанавливать мачту в районах со сложными условиями, применяются особые виды стали.
Раскрой сырья на детали производится с помощью станка плазменной резки. Раскаленная струя движется под управлением компьютерной программы, что дает несколько преимуществ:

-
Линия отреза получается ровной, благодаря чему не нужно дополнительно обрабатывать ее вручную, тратить на это время и средства.
-
При проектировании детали не нужно делать допуски в размерах, которые затем устраняются вручную.
-
Время термического воздействия на сталь минимальное, благодаря чему внутренняя структура металла не повреждается.
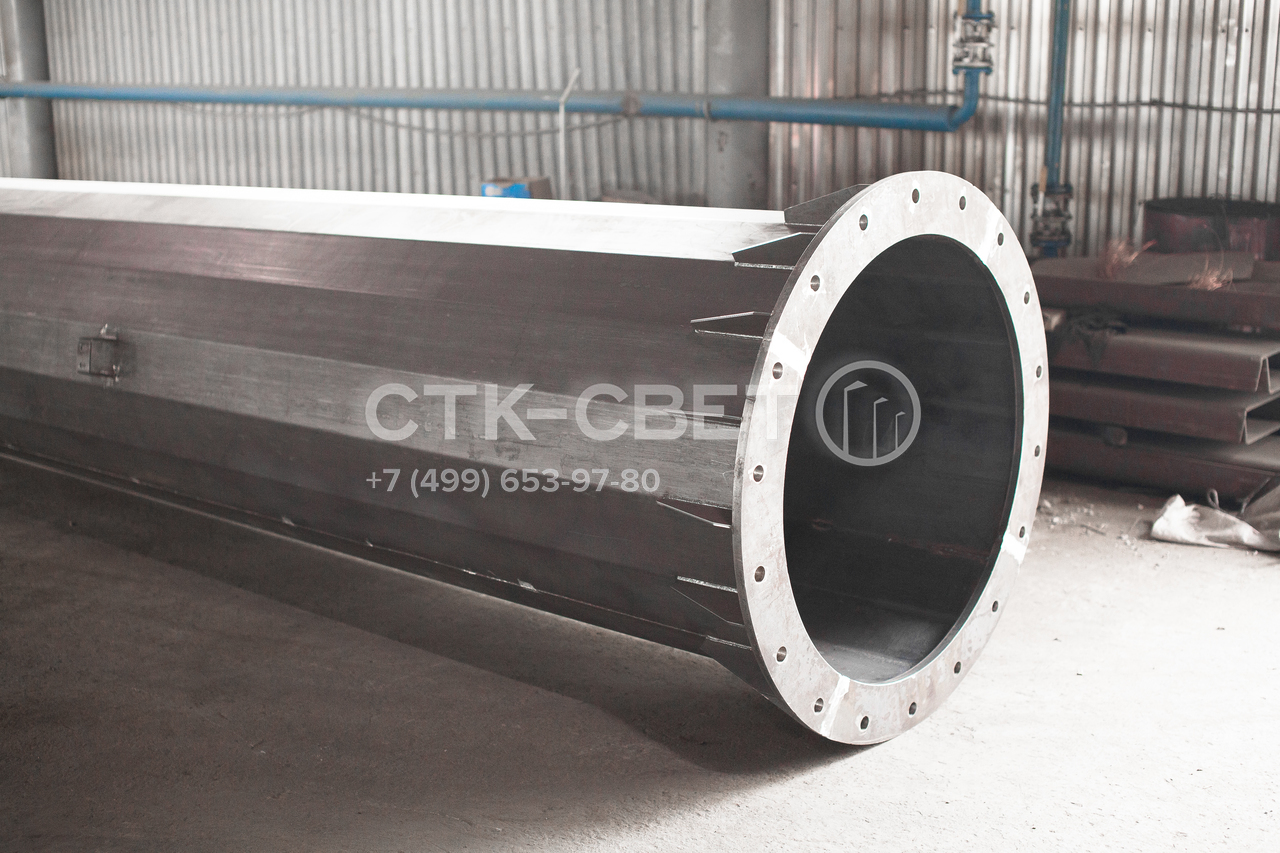
Ствол конструкции имеет форму многогранника. Такое поперечное сечение позволяет сформировать ребра жесткости, увеличивающие несущую способность корпуса. Мачта сможет выдержать тяжелые световые приборы с рамой даже при сильном ветре.

Соединение заготовки в ствол производится с помощью сварочного аппарата продольным швом. Этот процесс имеет следующие особенности:
Сваривание производится под флюсом или в среде инертного газа, чтобы избежать воздействия воздуха
-
Сваривание производится вручную или с помощью полуавтоматов.
-
Геометрические параметры сварного шва четко регламентированы в ГОСТ для осветительных конструкций.
-
Сваривание производится под флюсом или в среде инертного газа, чтобы избежать воздействия воздуха.
-
После окончания процесса качество соединения проверяется неразрушающими методами с помощью электромагнитов и порошка либо ультразвуковых измерительных приборов.
Готовый ствол проходит процедуру горячего цинкования. По этой технологии на поверхность наносится защитное покрытие, препятствующие коррозии. Технология нанесения включает в себя несколько этапов:
-
Очистка — производится с помощью механических и электрических инструментов, удаляются следы ржавчины, окалина, грязь, шлак со сварного шва.
-
Обезжиривание — с помощью щелочных составов с поверхности мачты смываются следы смазочных материалов и других подобных веществ, которые мешают прилипанию цинка.
-
Протравливание — опора обрабатывается раствором кислоты, чтобы нейтрализовать обезжиривающие жидкости и улучшить адгезию стали к цинку.
-
Нанесение цинка — производится в ваннах с расправленным металлом, частицы вещества налипают на поверхность опоры внутри и снаружи благодаря разнице их зарядов.

Куда обратиться?
«СТК-Свет» — компания, которая изготавливает осветительные мачты в соответствии с требованиями ГОСТ и СП. Срок производства конструкции — до 8 недель. В случае необходимости наши сотрудники организуют доставку ствола на место установки и его монтаж на фундаменте. Оставить заявку и получить консультации можно у менеджеров по работе с клиентами по телефону 8 (800) 333-65-92.